Due to my insomniacal virtue, last night was a marathon of tig welding. The following post represents approximately 4 hours of tig welding, with the caveat disclaimer : The following images depict a novice Tig welder, no reference inferred or otherwise explicitly expressed in capability of expertise of this pertinent, graceful and artful skill implied by the original poster.
Let us begin with Runner number 3 of the exhaust manifold, completely back purged,
Settings are as follows
50 amps max, 3/32 E3 purple tungsten,25cfh, #12 gas lens with WP9 torch, 0.045 stainless filler.



The next portion was directed to the stainless exhaust tip, due to the shear number of the joints in this given piece, I opted not to back purge the pieces, understandably the oxidation and sugaring that is on the rear of the joint is prevelant to an amount that some may deem unacceptable. At this given juncture, my election is to maintain what has already been created.

the piece in its entirety,

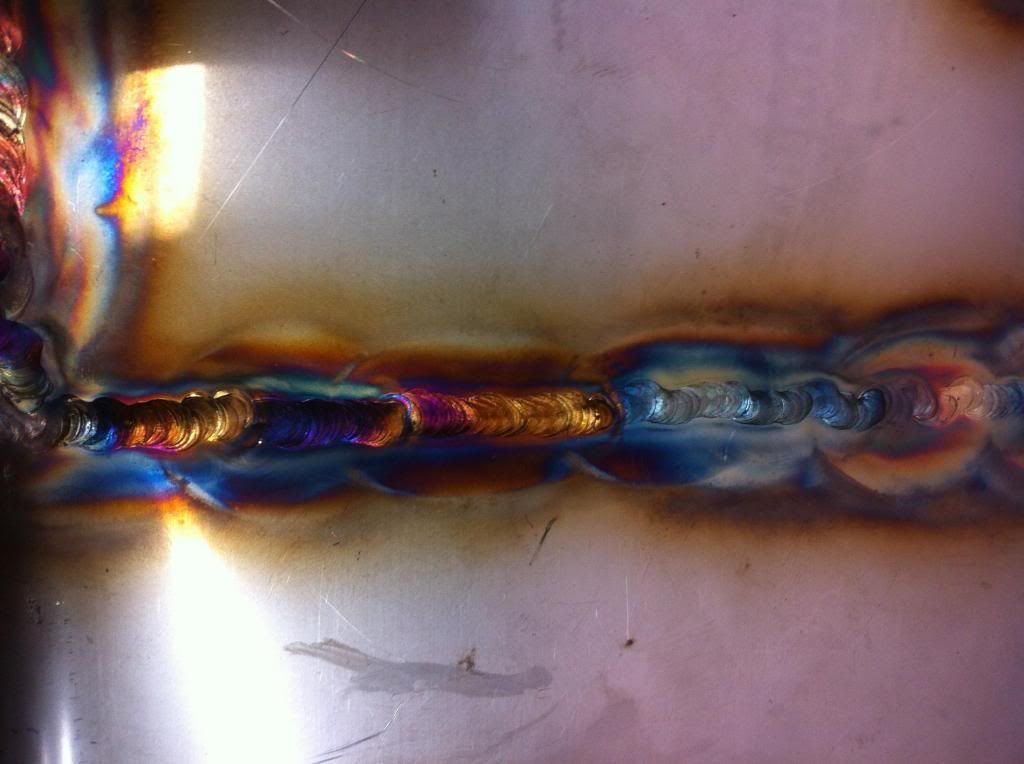
some snap shots of the rather poor capability is maintaining the heat on 18gauge stainless sheet.

Now on to the installation pictures
V-band connection

Exiting through the reverse tail light bumper cavity

and what it looks like from the outside, understandably some slight adjustments will be required to position the piece within its given domain


I am rather pleased with this current effort, in my humble opinion, it severed a few oppurtunities for improvement that this vehicle desperately required, which were not only limited to aesthetics, but cleanliness in addition to maintaining functionality at the highest level within my amateur skill and capabilities.
Hopefully you have enjoyed the post, as much as I have enjoyed writing it and creating the metal pieces that are contained within.
Regards to all
warren










































